
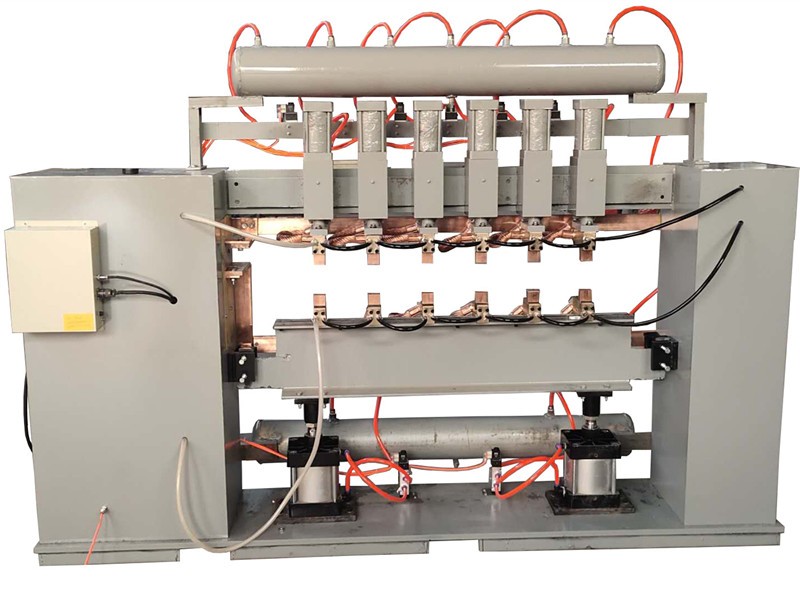
横向式双下气缸排焊机气动龙门焊机电阻焊机
点焊工艺是一种形成结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板类构件。点焊工艺目前被广泛地应用于各个工业部门,不仅能够焊接低碳钢和低合金钢,也可以焊接高碳钢、高锰钢及不锈钢、铝合金、钛合金等材料组成的零部件。
异型网片焊网机
一般用于专业生产工艺网,异型网片等。
机型特点:
1,先进电脑及“焊接专家”程式
利用先进微电脑精密调较模式可分别设定焊接过程中有关参数,可选择在焊接过程多次放电,控制焊接,单/多脉冲或缓上形式放电,以减少过大焊接电流对焊点做成之冲击,把焊接火花及飞溅产生之影响减少到少。
2,数位显示及记忆
焊接参数调较以LED管显示资料及状态,以数码方式储存在E。EPROM记忆内资料不会偏差,保存。
3,双级气动作业系统
焊接以高低两级压力分别加压,防止焊头突然下冲而压坏工件,然后加上较高压力进行焊接,这装置令焊头以低压力操作,以较快速度下降而增进效率,而把对工作的冲击减少到小。
4,电源及频率波动自动补偿
内置微电脑扫描电网及频率变化,如出现电压,波动不稳或供电频率有偏差,自动补偿调节。
建筑钢丝网排焊机采用电力电子同步控制技术,焊接时间与分控焊接均由数字化集成化电路组成,控制精度高,性能稳定,焊点牢固,无烧痕。焊接速度快,而操作简单易学。纬线配置了精密截纬装置和轴向定位装置,确保了纬丝长度一致且边缘整齐,无须裁边。拉网采用了弹性拉杆与网格定位装置,使网格微调容易,网格尺寸精度高,焊丝孔径可在范围内任意调整。
